

- Standart EN 12385-6 12хK36WS-EPIWRC, ISO 2408
- Construction 12хK36(1-7-7+7-14)-EPIWRC
- Application mining lifting ropes for vertical shafts, balance rope

The base of any round rope is the strands that lay around central element – the core. The core, can be made from fiber (organic or synthetic), metal (arranged as a wire strand or as an independent wire rope), solid polymer or combination of materials. The strands of the rope consist of an assembly of wires of appropriate shape and dimensions laid helically in the same direction in one or more layers around a center.
The rope performance, its fatigue resistance, abrasive wear resistance and radial rigidity (crush resistance, for example, in case of multi-layer lay on drum) depend on the choice of strand and rope construction.
The main types of the steel rope strand constructions
S – Seale (LD-О) | W – Warrington (LD-R) | F — Filler (LD-z) |
 |  |  |
| A parallel lay strand construction which contains of at least two layers with the same number of wires of different diameters laid in one operation and in the same direction. | Parallel lay strand construction having an outer layer containing alternately large and small wires and twice the number of wires as the inner layer. | Parallel lay strand construction having an outer layer containing twice the number of wires than the inner layer, with filler wires laid in the interstices between the layers. |
WS – Warrington-Seale (LD-RО) | M (TD) | N ( ) |
 |  |  |
| Parallel lay strand construction having three or more layers laid in one operation and formed from a combination of strand types Warrington and Seale | Constructions of the strand laid in several operations in which wires of superimposed layers cross one another and have a point contact. | A construction of a strand laid in several operations that has at least three layers of wires, the outer layer of which is laid onto the central construction of the parallel lay. |
Increasing the number of wires and reducing their diameter allows to increase the fatigue resistance of the rope, but it reduces the abrasive wear resistance. Reducing the number of wires in the strands and increasing their diameter allows to increase the abrasive wear resistance, but it reduce the fatigue resistance of the rope. By choosing a six-strand cross-lay rope with a metal core, we get increased crush resistance during a multi-layer lay on the drum, unlike the multi-strand ropes, ropes with a fiber core or lang-lay ropes which are poorly resistant to radial loads. Ropes with polymer coating of a metal core can be used at wider angles of deviation than regular ropes.
That is why the choice of rope, as well as choice of any other equipment, should be made precisely and very carefully. It is necessary to take into account all the working conditions and parameters of the rope.
The main types of cores of steel ropes
The core is the most important element of the steel rope construction. It is the core that is responsible for preserving the shape and size of the rope cross section and it serves as a source of lubrication for the inner region of the rope strands during operation.
FC – Fiber core EPIWRC – independent wire rope core covered with a polymer
| WC Steel core – WC WSC –wire strand core
IWRC –independent wire rope core |



Lay directions and types






Processing technology of steel rope manufacturing contributing to increase their life
Manufacturing methods that extends steel wire rope lifespan

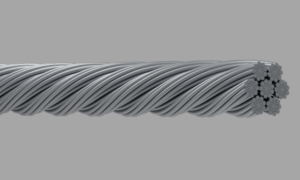
One of the effective ways to extend steel wire rope lifespan is to make it with compacted strands. Before the strands are braid into a steel wire rope they are exposed to radiate swaging which cause wire deformation resulting into solidified structure and dense cross section. In the process of swaging, the outer diameter of the strand decreases, the metal cross-section area increases, since the voids between the wires inside the strand are filled. The surface of the strand becomes smoother.
Improving of strand contact conditions




Reducing of contact pressures


Advantages of compacted strands:
- Rope with swaged strands have higher tensile strength comparing to regular ropes of all diameters
- Wires in swaged strands have smother contact with each other comparing to round wires of regular strands.
- Smooth surface of swaged strands provides better contact with surface of pulleys and drums resulting in higher endurance of equipment and of the rope itself.
- Ropes with swaged strands have high abrasive wear and flexural fatigue resistance
- Contact between outer strands and contact between layers of rope on the drum are far better comparing to regular round strand ropes
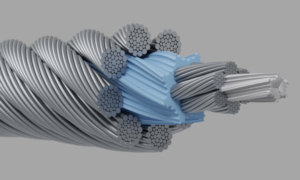
A core with polymer coating
 | Outer strands of the rope A metal core Polymer coating of the core |

Steel wire rope with polymer coated metal core consists of layer of strand braided around metal core which is covered in polymer using extrusion method. Polymer coating drastically reduces possible glide between rope elements and prevents geometrical change of the rope.
Plastic covering has the following purposes:
Polymer coating aims for:
- Creation of physical bound that fixates positions of certain components of steel wire rope and provides their required shift
- Reducing of internal corrosion caused by pollutants due to higher hermetic state of the rope.
- Filling of gaps between outer strands and core to eliminate wear
- Special type polymer is created to be used between -35 and +90 without dimensional change or breaks
- Stabilizing effect of plastic coating is seen the most during
– influence of lateral thrust
– Rotation, caused by wide deviation angle on pulleys
– influence of impact stress
Adapted steel ropes
The essence of this solution is to pre-design and manufacture a hoist rope with geometrical parameters as close as possible to the parameters that the rope acquires in a vertical hanging due to gravitational rotation. For this, strands are braided with variable lay lengths along the rope. The logic of variation of the lay lengths depends on the type and parameters of the sinking equipment, for which this rope is proposed. Therefore, we call such hoist ropes adapted. This processing technique, developed under the guidance of Professor V. Malinovsky. (Patent No. 85078) allows to reduce the gravitational rotation of the rope in the mine shaft and leads to a more uniform distribution of stresses among the wires in the strands of the rope, which allows to increase in fatigue strength and service life of mine hoist ropes. The adapted ropes are recommended for use in the mines with depth (the length of the rope in a vertical hanging line) of more than 1000 m.
The hoist rope rotation scheme in a vertical shaft and normal stress diagrams for a standard rope Ø 42 mm according to Std. GOST 7669 and a rope of the same construction, but the adapted one

Rotation-resistant ropes and low torque (low rotation) ropes
Rotation-resistant ropes are ropes (mostly multilayer ones) in which balance of the torques is achieved.
There are two constructive ways to achieve balance conditions for steel ropes:
1st way – due to contra-lay of the rope layers;
2nd way – due to ordinary lay in a ropes with up to 4 strands
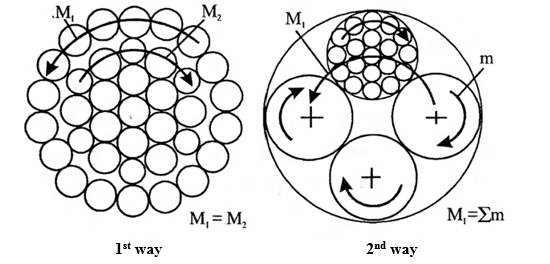
Multi-strand ropes with at least 3 layers of strands laid around the core having at least 15 strands in outer layer can be considered rotation-resistant ones.
Moreover, the outer strands should have the opposite direction of the lay, comparing to the strands of the inner layers of the rope. Such ropes have a very low torque or do not have it at all in a certain range of loads. They may be used with one free end, with or without a swivel.
Low-torque (low-rotation) ropes include ropes with more than ten outer strands and having at least two layers of the strands laid around the core with an outer layer of strands laid in the opposite direction comparing to inner layers. They have a significant torsional resistance. But in order to have a stable operation, they are not recommended to be used with one free end and with a swivel.
Special approach to handling of such ropes is requires due to complexity of their construction.

In the single-layer low-strand, non-rotating, ordinary-lay ropes, there is another principle of torque balancing. At certain lay parameters of both strands and rope equality of torques is reached.
Low-strand ropes have a small contact surface, which reduces their endurance while working on blocks and drums, but this problem is solved by the use of compacted strands. Four-strand ropes are not recommended for use with a swivel.
The low-strand ropes are much simpler than the multi-strand non-rotating ropes and they have a high structural stability. Therefore their application in certain cases is rather effective
Rope designation according to EN 12385

Rope constructions according to Std. GOST and matching constructions according to EN 12385
| Construction | GOST | EN 12385 |
| 6х19 (1 + 6 + 6/6) +1 О.С. | 2688 | 6x19W-FC |
| 1х7 (1 + 6) | 3062 | 1×7 |
| 1х19 (1 + 6 + 12) | 3063 | 1×19 M |
| 1х37 (1 + 6 + 12 + 18) | 3064 | 1×37 M |
| 6х7 (1 + 6) + 1х7 (1 + 6) | 3066 | 6×7-WSC |
| 6х19 (1 + 6 + 12) + 1х19 (1 + 6 + 12) | 3067 | 6×19 M -WSC |
| 6х7 (1 + 6) +1 О.С. | 3069 | 6×7-FC |
| 6х19 (1 + 6 + 12) +1 О.С. | 3070 | 6x19M-FC |
| 6х37 (1 + 6 + 12 + 18) +1 О.С. | 3071 | 6x37M-FC |
| 6х19 (1 + 9 + 9) +1 О.С. | 3077 | 6x19S-FC |
| 6х37 (1 + 6 + 15 + 15) +1 О.С. | 3079 | 6x37NS-FC |
| 6х19 (1 + 9 + 9) + 6х7 (1 + 6) + 1х7 (1 + 6) | 3081 | 6x19S-IWRC |
| 12х19 (1 + 6 + 6/6) + 6х19 (1 + 6 + 6/6) +1 О.С. | 3088 | 18x19W-FC |
| 6х7х19 (1 + 6 + 6/6) +1 О.С. | 3089 | 6x6x19W-FC |
| 6х25 (1 + 6; 6 + 12) +1 О.С. | 7665 | 6x25F-FC |
| 6х25 (1 + 6; 6 + 12) + 6х7 (1 + 6) + 1х7 (1 + 6) | 7667 | 6x25F-IWRC |
| 6х36 (1 + 7 + 7/7 + 14) +1 О.С. | 7668 | 6x36WS-FC |
| 6х36 (1 + 7 + 7/7 + 14) + 6х7 (1 + 6) + 1х7 (1 + 6) | 7669 | 6x36WS-IWRC |
| 12х7 (1 + 6) + 6х7 (1 + 6) +1 О.С. | 7681 | 18×7-FC |
| 6х19 (1 + 6 + 6/6) + 6х7 (1 + 6) + 1х7 (1 + 6) | 14954 | 6x19W-IWRC |
| 12х7 (1 + 6) + 6х19 (1 + 6 + 6/6) +1 О.С. | 16828 | 12×7-IWRC |
| 6х31 (1 + 6 + 6/6 + 12) +1 О.С. | 16853 ОС | 6x31WS-FC |
| 6х31 (1 + 6 + 6/6 + 12) + 6х7 (1 + 6) + 1х7 (1 + 6) | 16853 МС | 6x31WS-IWRC |
Steel rope diameter

Tolerance to the rope diameter according to EN 12385-4 requirements
Nominal diameter of the rope, mm | Limit deviation from the tope nominal diameter, % |
From 2 to < 4 | +8 0 |
| From 4 to < 6 | +7 0 |
From 6 to < 8 | +6 0 |
| 8 and more | +5 0 |
The following codes for rope lubricants are used at the “STALKANAT-SILUR”:
| Lubricant code | Fibre core | Steel core | Rope strands | Rope | |
| strand | as a whole | ||||
| S (A) | without lubricant | without lubricant | without lubricant | without lubricant | without lubricant |
| A 0 | – | lubricated | without lubricant | without lubricant | without lubricant |
| A 1 | lubricated | lubricated | without lubricant | lubricated | without lubricant |
| A 2 | lubricated | lubricated | lubricated | lubricated | lubricated |
| B 2 | lubricated | lubricated | lubricated | lubricated | lubricated with wiping * |
* Note: “lubricated with wiping” means that the rope is lubricated in a bath by immersing it with further wiping off the extra lubricant by means of a rubber technical tube (Std. GOST 5496-78 or Specs. TУ 38105881-85).
Code “A0’ is used for the ropes with a metal core only, since lubricant is pressed out from a core while laying the rope, after that the rope looks like lubricated.
Other ways of lubrication are possible, at customer’s request.
Minimal required information for rope order:
- Rope designation
- Nominal diameter of the rope
- Rope construction
- Strand compaction
- Core material and necessity in its covering with polymer materials
- Tensile Strength
- Type of coating (Bright, Galvanized)
- Lay direction and type
- Regulatory document (standard)
- Minimum breaking force
- Lubrication code
- Nominal length
- Requirements to tare and packing
- Required certificates (Maritime Register, API, etc.)
In case of order on mine ropes or presence of special requirements, additional information will be required. Therefore, it is recommended to consult with our specialists before ordering. This will allow you to select or develop a rope for specific equipment and specific operating conditions, as well as to get advice on the specificity of use, installation and operation of ropes.
On customer request, the ropes can be produced with other intermediate sizes and tensile strength. The values of breaking forces of the ropes tensile strength of which are not listed in the table, will be increased by approximately 6% for every 100 N/mm².
Wire rope products of the PJSC “PA “Stalkanat-Silur” – are available in wide range of steel wire ropes of various constructions.
The rope performance, its fatigue resistance, abrasive wear resistance and radial rigidity (crush resistance, for example, in case of multi-layer lay on drum) depend on the choice of strand and rope construction.
Increasing the number of wires and reducing their diameter allows to increase the fatigue resistance of the rope, but it reduces the abrasive wear resistance and vice versa.
By choosing a six-strand ordinary lay rope with a metal core, we get increased crush resistance during a multi-layer lay on the drum, unlike the multi-strand ropes, ropes with a fiber core or lang lay ropes which are poorly resistant to radial loads. Ropes with polymer coating of a metal core can be used at wider angles of deviation than regular ropes.
That is why the choice of rope, as well as choice of any other equipment, should be made precisely and very carefully. It is necessary to take into account all the working conditions and parameters of the rope.
We would be glad to answer any kind of questions and provide professional advice.
 | STEEL WIRE ROPE STS 121.2K 12хK36(1-7-7+7-14)-EPIWRC Application: mining lifting ropes for vertical shafts, balance rope | ||||
| Rope diameter, mm | Lubricated rope approximate weight, kg/m | Tensile strength, N/mm² | |||
| 1370 | 1570 | 1670 | 1770 | ||
| minimum breaking force, kN, not less than | |||||
| 52,0 | 12,80 | 1485 | 1702 | 1811 | 1919 |